Menu
Cutting Tools
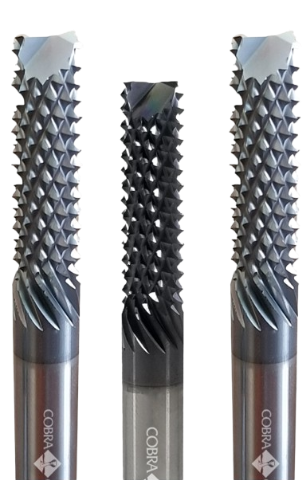
Carbide end mills
Carbide Drills
Boring Bars
Countersinks
2 Flute
4 Flute
Roughing
Roughing
Double End Mills
Center Drill
Menu

| SHANK DIA (h6) | CUTTING DIA (h10) | ||
|---|---|---|---|
| ≤ 3 mm | 0/-0.006 mm | ≤ 3 mm | 0/-0.040 mm |
| > 3 ≤ 6 mm | 0/-0.008 mm | > 3 ≤ 6 mm | 0/-0.048 mm |
| > 6 ≤ 10 mm | 0/-0.009 mm | > 6 ≤ 10 mm | 0/-0.058 mm |
| > 10 ≤ 18 mm | 0/-0.011 mm | > 10 ≤ 18 mm | 0/-0.070 mm |
| > 18 ≤ 30 mm | 0/-0.013 mm | > 18 ≤ 30 mm | 0/-0.084 mm |
| > 30 ≤ 50 mm | 0/-0.016 mm | > 30 ≤ 50 mm | 0/-0.100 mm |
| ≤ 0.118 inch | 0/-0.00024 inch | ≤ 0.118 inch | 0/-0.0016 inch |
| > 0.118 ≤ 0.2362 | 0/-0.00031 | > 0.118 ≤ 0.2362 | 0/-0.0019 |
| > 0.2362 ≤ 0.3937 | 0/-0.00035 | > 0.2362 ≤ 0.3937 | 0/-0.0023 |
| > 0.3937 ≤ 0.7087 | 0/-0.00043 | > 0.3937 ≤ 0.7087 | 0/-0.0028 |
| > 0.7087 ≤ 1.1811 | 0/-0.00051 | > 0.7087 ≤ 1.1811 | 0/-0.00331 |
| > 1.1811 ≤ 1.9865 | 0/-0.00063 | > 1.1811 ≤ 1.9865 | 0/-0.00393 |
| SHANK DIA (h6) | CUTTING DIA (h7) | ||
|---|---|---|---|
| ≤ 3 mm | 0/-0.006 mm | ≤ 3 mm | 0/-0.010 mm |
| > 3 ≤ 6 mm | 0/-0.008 mm | > 3 ≤ 6 mm | 0/-0.012 mm |
| > 6 ≤ 10 mm | 0/-0.009 mm | > 6 ≤ 10 mm | 0/-0.015 mm |
| > 10 ≤ 18 mm | 0/-0.011 mm | > 10 ≤ 18 mm | 0/-0.018 mm |
| > 18 ≤ 30 mm | 0/-0.013 mm | > 18 ≤ 30 mm | 0/-0.021 mm |
| > 30 ≤ 50 mm | 0/-0.016 mm | > 30 ≤ 50 mm | 0/-0.025 mm |
| ≤ 0.118 inch | 0/-0.00024 inch | ≤ 0.118 inch | 0/-0.00039 inch |
| > 0.118 ≤ 0.2362 | 0/-0.00031 | > 0.118 ≤ 0.2362 | 0/-0.00047 |
| > 0.2362 ≤ 0.3937 | 0/-0.00035 | > 0.2362 ≤ 0.3937 | 0/-0.00059 |
| > 0.3937 ≤ 0.7087 | 0/-0.00043 | > 0.3937 ≤ 0.7087 | 0/-0.00071 |
| > 0.7087 ≤ 1.1811 | 0/-0.00051 | > 0.7087 ≤ 1.1811 | 0/-0.00083 |
| > 1.1811 ≤ 1.9865 | 0/-0.00063 | > 1.1811 ≤ 1.9865 | 0/-0.00098 |
| SHANK DIA (h6) | CUTTING DIA (H6) | ||
|---|---|---|---|
| ≤ 3 mm | 0/-0.006 mm | ≤ 3 mm | |
| > 3 ≤ 6 mm | 0/-0.008 mm | > 3 ≤ 6 mm | 0/+0.008 |
| > 6 ≤ 10 mm | 0/-0.009 mm | > 6 ≤ 10 mm | 0/+0.009 |
| > 10 ≤ 18 mm | 0/-0.011 mm | > 10 ≤ 18 mm | 0/+0.011 |
| > 18 ≤ 30 mm | 0/-0.013 mm | > 18 ≤ 30 mm | 0/+0.013 |
| > 30 ≤ 50 mm | 0/-0.016 mm | > 30 ≤ 50 mm | 0/+0.016 |
| ≤ 0.118 inch | 0/-0.00024 inch | ≤ 0.118 inch | |
| > 0.118 ≤ 0.2362 | 0/-0.00031 | > 0.118 ≤ 0.2362 | 0/+0.00034 |
| > 0.2362 ≤ 0.3937 | 0/-0.00035 | > 0.2362 ≤ 0.3937 | 0/+0.00035 |
| > 0.3937 ≤ 0.7087 | 0/-0.00043 | > 0.3937 ≤ 0.7087 | 0/+0.00043 |
| > 0.7087 ≤ 1.1811 | 0/-0.00051 | > 0.7087 ≤ 1.1811 | 0/+0.00051 |
| > 1.1811 ≤ 1.9865 | 0/-0.00063 | > 1.1811 ≤ 1.9865 | 0/+0.00063 |




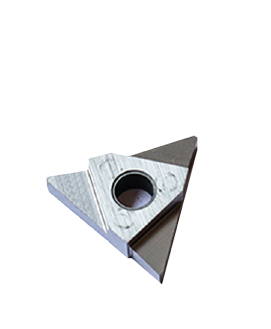
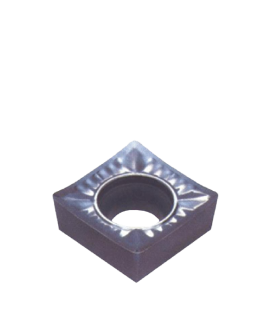
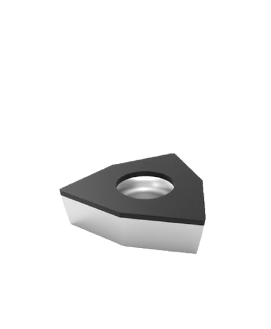
Cobra Carbide is the premier provider of Solid Carbide Endmills, Drills, Reamers, Burrs, Inserts and Made to Print Specials
We’re proud that our tools are being made here in the USA